Ứng dụng biến tần trung thế GD5000 điều khiển quạt lò thổi Oxy cho nhà máy thép Tuyên Quang
Ứng dụng biến tần trung thế GD5000 điều khiển quạt lò thổi Oxy cho nhà máy thép Tuyên Quang
Với kinh nghiệm ứng dụng thành công biến tần GD5000 giúp gia tăng hiệu quả cho nhiều doanh nghiệp, DAT đã nhận được yêu cầu cải tiến hệ thống quạt lò thổi Oxy từ Nhà máy Thép Tuyên Quang. Giải pháp của DAT sử dụng biến tần GD5000 điều khiển quạt lò thổi Oxy kết hợp cùng hệ thống giám sát SCADA đã mang lại cho Nhà máy Thép Tuyên Quang nhiều lợi ích lớn.



Thông tin dự án
| Lĩnh vực | Ngành thép |
| Khách hàng | Nhà máy Thép Tuyên Quang |
| Nhu cầu của KH | Cải tiến hệ thống điều khiển và lắp thêm biến tần dự phòng cho quạt lò thổi Oxy. |
| Giải pháp của DAT | Sử dụng biến tần trung thế GD5000 điều khiển quạt lò thổi Oxy và thiết kế giao diện giám sát điều khiển SCADA hoạt động trên PC thông qua phần mềm WinCC V7.x. |
| Kết quả ứng dụng |
|
Nhận thấy rõ tầm quan trọng của sản xuất “thép xanh” trong vấn đề phát triển bền vững, Nhà máy Thép Tuyên Quang quyết định nâng cấp hệ thống trên nền tảng công nghệ tiên tiến nhằm cải thiện chất lượng thành phẩm và bảo vệ môi trường.
Giải pháp của DAT sử dụng biến tần trung thế GD5000 điều khiển các hệ thống quạt trong nhà máy thép đã giúp nhiều doanh nghiệp tối ưu hóa sản xuất và nâng cao sức cạnh tranh trên thị trường. Chính điều này đã gia tăng uy tín cho DAT và thôi thúc Nhà máy Thép Tuyên Quang cải tiến lò thổi Oxy.
Qua khảo sát, DAT đồng thời tư vấn Nhà máy Thép Tuyên Quang chú trọng vào hệ thống điều khiển giám sát với giải pháp sử dụng và thiết kế giao diện giám sát điều khiển SCADA hoạt động trên PC thông qua phần mềm WinCC để gia tăng hiệu quả và giảm thiểu rủi ro trong quá trình sản xuất.
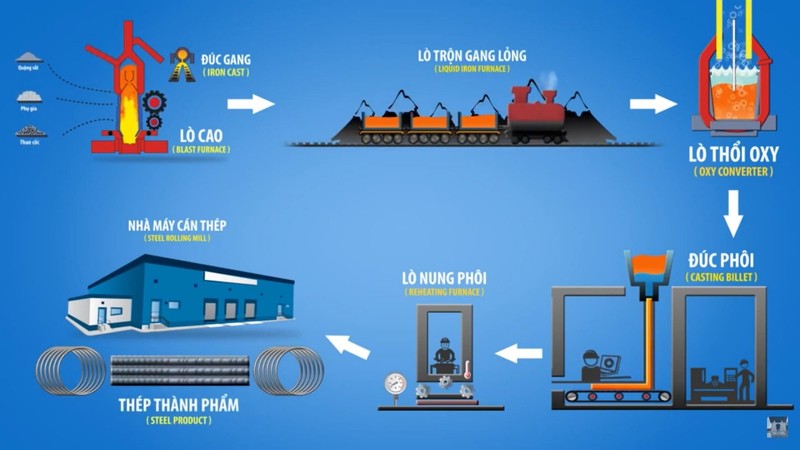
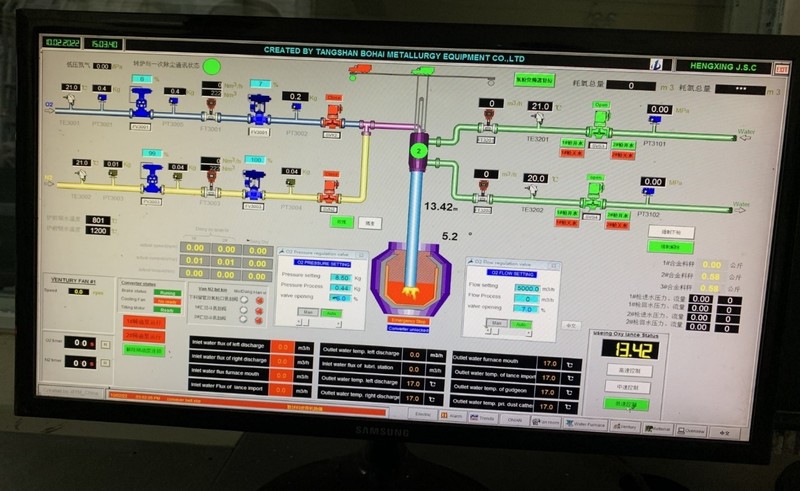
Trong quá trình luyện gang thép, chu trình tại lò thổi Oxy rất quan trọng. Chu trình này giúp giảm bớt hàm lượng Cacbon trong gang lỏng được nung chảy ở Lò Cao, đồng thời giảm độ giòn của thép sau khi ra sản phẩm cuối cùng.
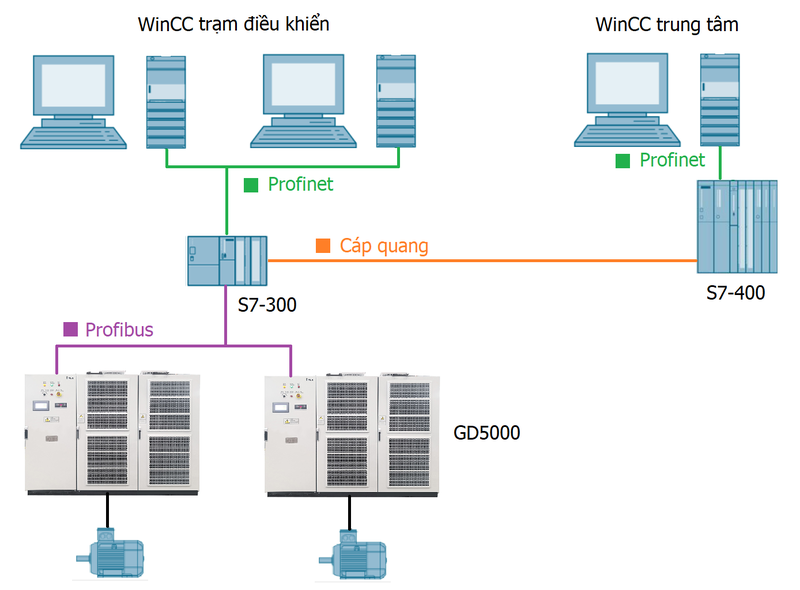
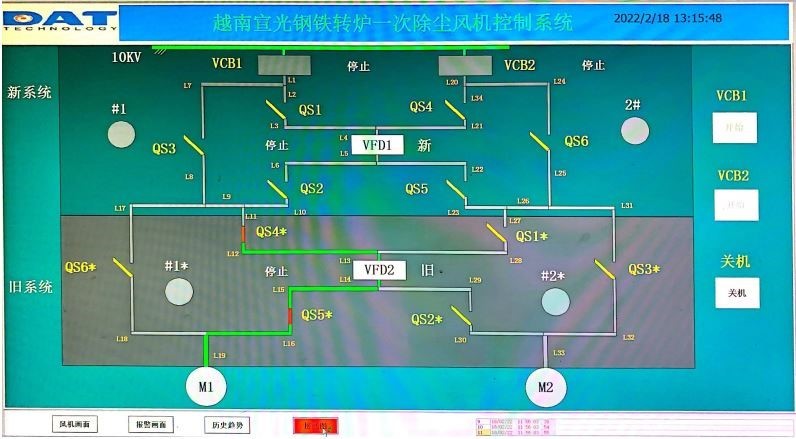
Quạt thổi cung cấp Oxy cho lò thổi Oxy được điều khiển thông qua 2 biến tần GD5000 điều khiển dự phòng cho nhau.
Biến tần trung thế GD5000 được điều khiển thông qua hệ Profibus của PLC S7-300 và có thể giám sát, điều khiển thông qua PLC S7-400 tại hệ điều khiển WinCC trung tâm.
Hệ thống WinCC ở trạm điều khiển có 2 PC sử dụng chế độ Single-User có thể điều khiển dự phòng cho nhau khi một trong hai hệ bị lỗi.
Hệ thống quạt được giám sát và điều khiển bởi rất nhiều thông số phức tạp nhằm tránh xảy ra sai sót trong quá trình hoạt động.
Ở chế độ bằng tay:
- Tốc độ quạt thổi được điều khiển thông qua hệ thống WinCC ở trạm điều khiển.
Ở chế độ tự động:
- Tốc độ quạt thổi được điều khiển thông qua WinCC trung tâm và PLC S7- 400, tốc độ quạt được tối ưu hóa để đưa nồng độ Oxy phù hợp với quy trình lò luyện.
Hệ thống WinCC tại trạm điều khiển:
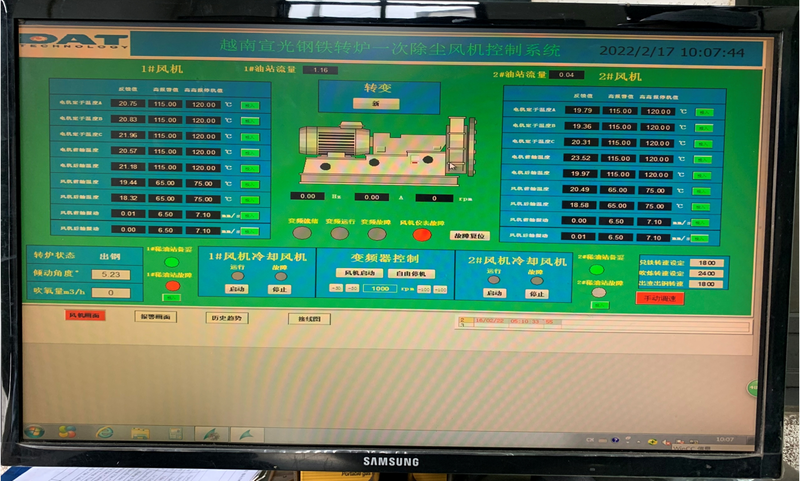
Hệ thống WinCC điều khiển tại trung tâm:
Hệ thống được cải tiến thêm mạch luân chuyển by-pass theo đề xuất của nhà máy. Phần luân chuyển mạch by-pass khi đổi dự phòng biến tần đã được DAT thực hiện rất chi tiết, cho phép giám sát và điều khiển từ xa trên giao diện WinCC.
Với hệ thống cũ:
- Khi đóng các khóa động lực và phần máy cắt, nhân viên vận hành phải thực hiện theo quy trình phức tạp, do đó khi xảy ra lỗi hệ thống thì không biết vấn đề ở đâu để xử lý.
- Phải đóng máy cắt trung thế ở cự ly gần nên rất nguy hiểm cho người vận hành.
Với hệ thống cải tiến của DAT:
- Quy trình khóa động lực được giám sát trên giao diện WinCC rất trực quan, nếu hệ thống bị lỗi thì có thể phát hiện và xử lý ngay lập tức.
- Máy cắt trung thế có thể đóng cắt ở ngay trạm điều khiển nên rất an toàn.
Với dịch vụ vượt trội từ DAT – Tổng đại diện INVT tại Việt Nam, Nhà máy Thép Tuyên Quang còn có thể hoàn toàn an tâm trong suốt quá trình vận hành hệ thống.
Mọi nhu cầu tư vấn và hỗ trợ về sản phẩm, giải pháp, Quý Khách hàng vui lòng liên hệ hotline 1800 6567 (miễn cước).
ỨNG DỤNG KHÁC


Ứng dụng biến tần trung thế GD5000 điều khiển quạt lò thổi Oxy cho nhà máy thép Tuyên Quang
Xem thêm
Sát cánh cùng Công ty Đồng Phú vượt Covid-19, DAT nỗ lực cải tiến hệ thống xeo giấy kịp tiến độ
Xem thêm